Sifonik Sistem Montajı Nasıl Yapılır ? Method Statements
1. MALZEME VE EKİPMANLAR
1.1 Malzemeler
Malzemeler Mekanik Tesisat İşleri Özel Teknik Şartnamesi ve keşif listesinde belirtilmiştir: Tüm malzemeler onaylı imalat projelerinde belirtilen ölçü/tip ve kalitede olacaktır. Malzemeler imalat için depodan sahaya işin amacına uygun bir şekilde verilecektir. Depo sorumlusu, malzemelerin depodan sahaya gönderilmesinden önce gelen malzemenin uygunluğunun kontrolü için Kalite Kontrol departmanına haber vermekle sorumludur. Montajı yapılacak Sifonik Sistem aşağıda belirtilen tüm yapısal elemanlar eksiksiz olarak monte edilmelidir.
• WQS PE Boru 40 ve fittings malzemeleri
• WQS PE Boru 50 ve fittings malzemeleri
• WQS PE Boru 56 ve fittings malzemeleri
• WQS PE Boru 63 ve fittings malzemeleri
• WQS PE Boru 75 ve fittings malzemeleri
• WQS PE Boru 90 ve fittings malzemeleri
• WQS PE Boru 110 ve fittings malzemeleri
• WQS PE Boru 125 ve fittings malzemeleri
• WQS PE Boru 160 ve fittings malzemeleri
• WQS Profil
• WQS Süzgeçler
• WQS PE Boru 40 ve fittings malzemeleri
• WQS PE Boru 50 ve fittings malzemeleri
• WQS PE Boru 56 ve fittings malzemeleri
• WQS PE Boru 63 ve fittings malzemeleri
• WQS PE Boru 75 ve fittings malzemeleri
• WQS PE Boru 90 ve fittings malzemeleri
• WQS PE Boru 110 ve fittings malzemeleri
• WQS PE Boru 125 ve fittings malzemeleri
• WQS PE Boru 160 ve fittings malzemeleri
• WQS Profil
• WQS Süzgeçler
1.2 Ekipmanlar
Montaj Ekipmanları
Standart olmayan, sahada üretilmiş alet, aparat ve avadanlık İSG onayı olmadan kullanılmayacaktır.
• Zincirli Vinç (1 ton)
• İskele, merdiven
• Matkap
• Boru Kesme Makası
• Boru işkencesi
• Lazer, çırpı ipi
• İngiliz anahtarları
• Taş Motoru
• Elektrofüzyon Kaynak Makinesi
• Zincirli Vinç (1 ton)
• İskele, merdiven
• Matkap
• Boru Kesme Makası
• Boru işkencesi
• Lazer, çırpı ipi
• İngiliz anahtarları
• Taş Motoru
• Elektrofüzyon Kaynak Makinesi
Test Ekipmanları
• Yok
1.3 Yükleme & Boşaltma ve Nakliye
• Depoya gelen malzemeler vinç ve/veya işçiler tarafından uygun bir şekilde boşaltılacaktır.
• Vinç kullanılması durumunda operatör sertifikalı olacaktır.
• Malzemelerin depodan şantiye alanına taşınmasında gerekli durumlarda transpalet, forklift kullanılacaktır. Forklift operatörleri sertifikalı olacaktır.
• Geçici depolama sırasında malzemelerin trafiği tıkamayacak ve çalışanlara herhangi bir zarar vermeyecek şekilde gerekli önlemler alınacaktır.
• Tüm malzemeler, boşaltma esnasında malzeme onaylarına uygun olup olmadıklarına dair dikkatlice incelenerek malzeme uygunluk formları ile kayıt altına alınacaktır.
• Vinç kullanılması durumunda operatör sertifikalı olacaktır.
• Malzemelerin depodan şantiye alanına taşınmasında gerekli durumlarda transpalet, forklift kullanılacaktır. Forklift operatörleri sertifikalı olacaktır.
• Geçici depolama sırasında malzemelerin trafiği tıkamayacak ve çalışanlara herhangi bir zarar vermeyecek şekilde gerekli önlemler alınacaktır.
• Tüm malzemeler, boşaltma esnasında malzeme onaylarına uygun olup olmadıklarına dair dikkatlice incelenerek malzeme uygunluk formları ile kayıt altına alınacaktır.
1.4 Depolama
• Malzemeler ve ekipmanlar sahada depo alanı olarak belirtilmiş yerlerde uygun bir şekilde tiplerine göre ayrı bir şekilde depolanacaktır.
• Aynı tipte malzemeler aynı alanda depolanacaktır.
• Tüm malzemeler üreticilerin tavsiyelerine uygun olarak nem, yüksek ve düşük sıcaklıklar, kirletici maddeler ve diğer nedenlerden dolayı malzemelerin bozulmasına sebep olacak durumlardan etkilenmeyecek şekilde depolanması sağlanacaktır.
• Malzemeler etiketleri açıkça okunacak şekilde stoklanacaktır.
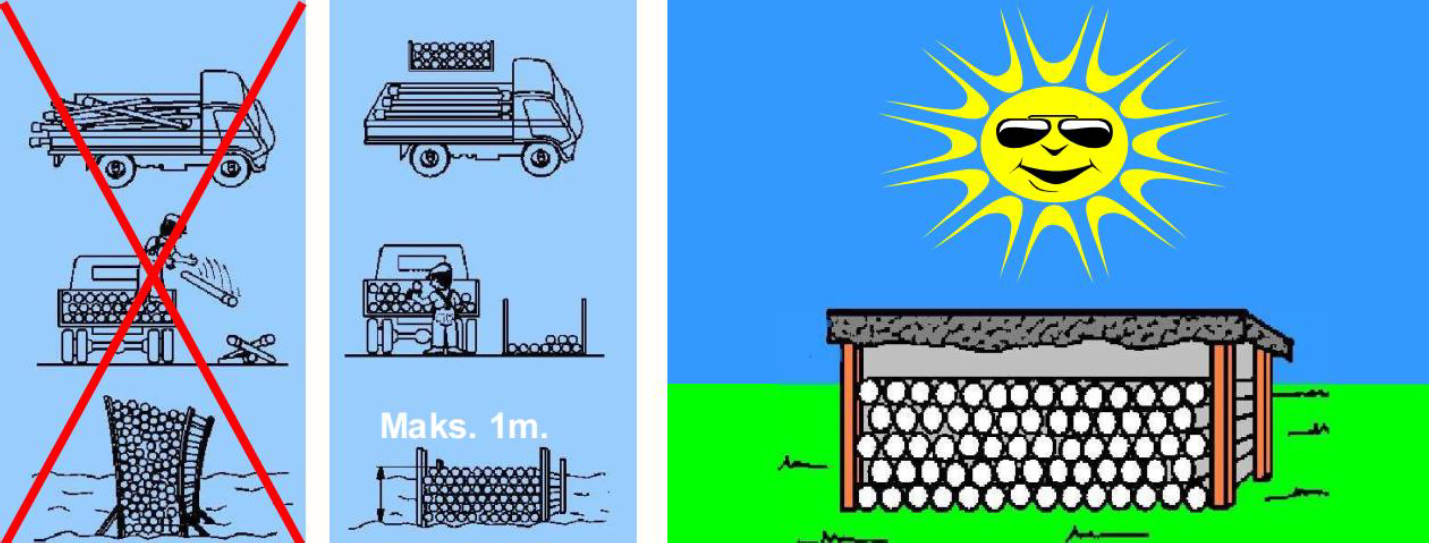
• Borular en fazla 1m olacak şekilde üst üste konulacaktır.
• Borular hiçbir suretle iş makinesi, kamyon vb. Araçlarla ezilmemelidir.
• Nakliye veya stoklama sırasında hasara uğramış olan (sivri uçlu araçlar veya taş benzeri materyallerle zedelenmiş) borular diğerlerinden ayrılacak ve üretici firmaya bilgi verilecektir.
• Malzemeler güneşe mağruz kalacak yerde stoklanması durumunda üzerleri örtülecektir.
• EF manşonların tozlu ortamda muhafaza edilmemesine dikkat edilecektir.
• Aynı tipte malzemeler aynı alanda depolanacaktır.
• Tüm malzemeler üreticilerin tavsiyelerine uygun olarak nem, yüksek ve düşük sıcaklıklar, kirletici maddeler ve diğer nedenlerden dolayı malzemelerin bozulmasına sebep olacak durumlardan etkilenmeyecek şekilde depolanması sağlanacaktır.
• Malzemeler etiketleri açıkça okunacak şekilde stoklanacaktır.
• Borular en fazla 1m olacak şekilde üst üste konulacaktır.
• Borular hiçbir suretle iş makinesi, kamyon vb. Araçlarla ezilmemelidir.
• Nakliye veya stoklama sırasında hasara uğramış olan (sivri uçlu araçlar veya taş benzeri materyallerle zedelenmiş) borular diğerlerinden ayrılacak ve üretici firmaya bilgi verilecektir.
• Malzemeler güneşe mağruz kalacak yerde stoklanması durumunda üzerleri örtülecektir.
• EF manşonların tozlu ortamda muhafaza edilmemesine dikkat edilecektir.
2. YAPIM METODU
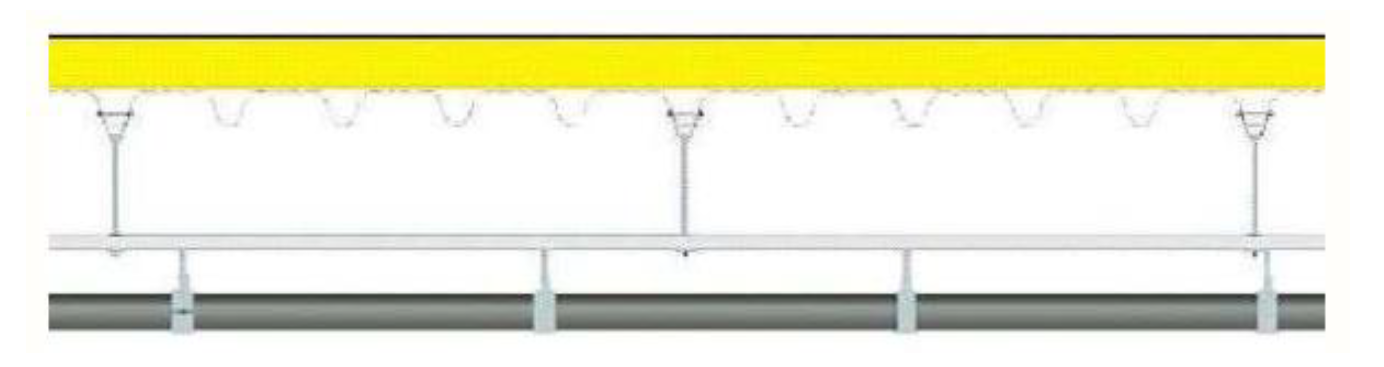
2.1 Yatay ve Dikey Borulamada Askılama
Sifonik sitem’de yatay askılama, kelepçelere ilaveten ray yardımıyla yapılacaktır. Hattın tümü suyla dolu olduğunda taşıyabilmesi ve polietilen malzemeden doğan genleşmeden oluşan kuvvetleri kelepçelere aktarılması için yatay hatlarda ray kullanılması gerekmektedir. Borudan kelepçelere aktarılan bu kuvvetin de raya aktarılması için raya uygun ve onaylı kelepçe kullanılacaktır.
Sifonik sistemde kullanılan profil (ray) tipleri çap aralıklarına göre aşağıdaki gibidir.
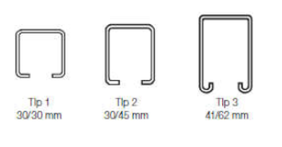
Tip 1 = DN 40-160
Tip 2 = DN 200-250
Tip 3 = DN315
Profil askılama aralığı ise aşağıdaki tabloda yer alan mesafelere göre uygulanacaktır.
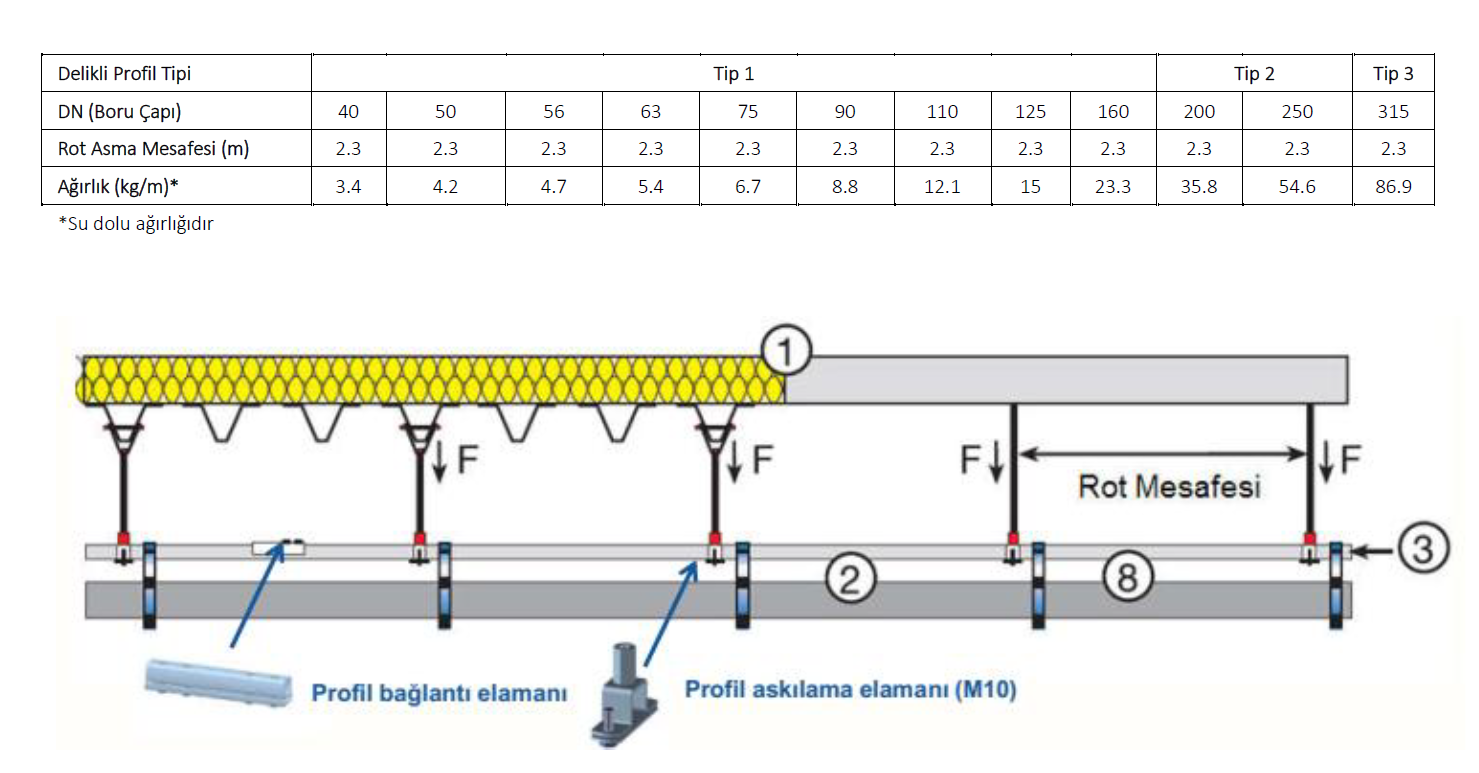
Sifonik sistemde yatay askılamada borunun genleşmesinden dolayı oluşan yatay hareketleri engellemek için boruya çapının 10 katı mesafesinde bir kelepçe atılacaktır. Bu mesafe min. 0.8m ve maks. 2.3m’de bir olacaktır. Düz ve çapı sabit boruda her 6m’de bir, her dirsek, çatal ve redüksiyondan önce ve sonra kelepçeye boru sabitleyici eklenecektir.
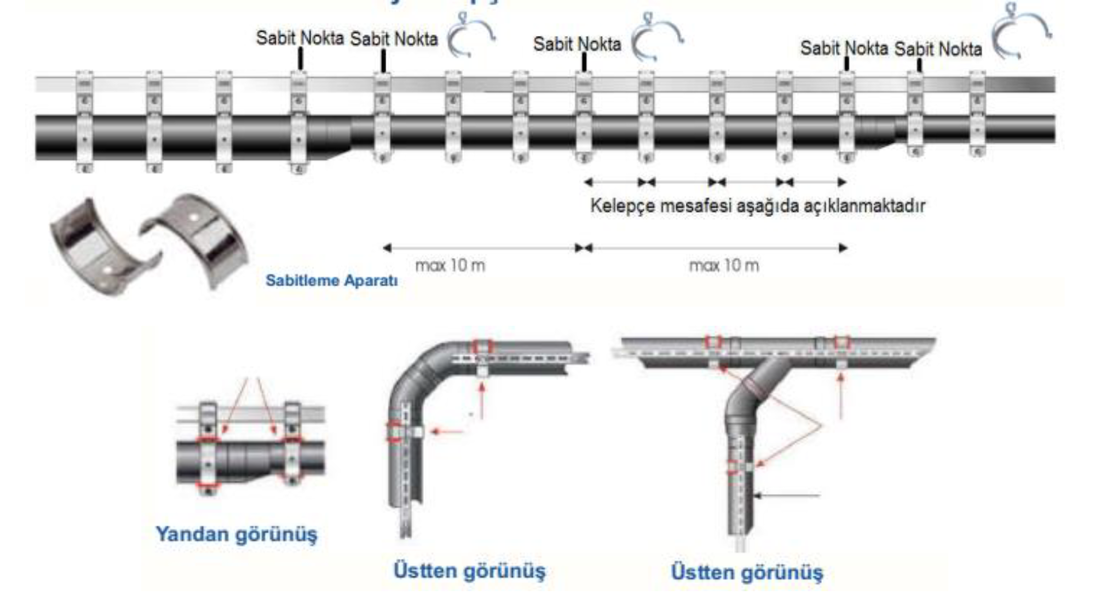
Dikey hatlarda ise borulara her 1m’de bir kelepçe atılacaktır. Düz ve çapı sabit borularda 5m’de bir, her dirsek, çatal ve redüksiyondan önce ve sonra da kelepçeye boru sabitleyici eklenecektir.
İniş borularında redüksiyon olduğunda boru ile duvar arasında mesafe aynı kalacak şekilde uygulanacaktır. Bu sayede sistemin tamamının su ile dolması ve montajının kolaylaştırılması sağlanmış olacaktır.
İniş borularında redüksiyon olduğunda boru ile duvar arasında mesafe aynı kalacak şekilde uygulanacaktır. Bu sayede sistemin tamamının su ile dolması ve montajının kolaylaştırılması sağlanmış olacaktır.
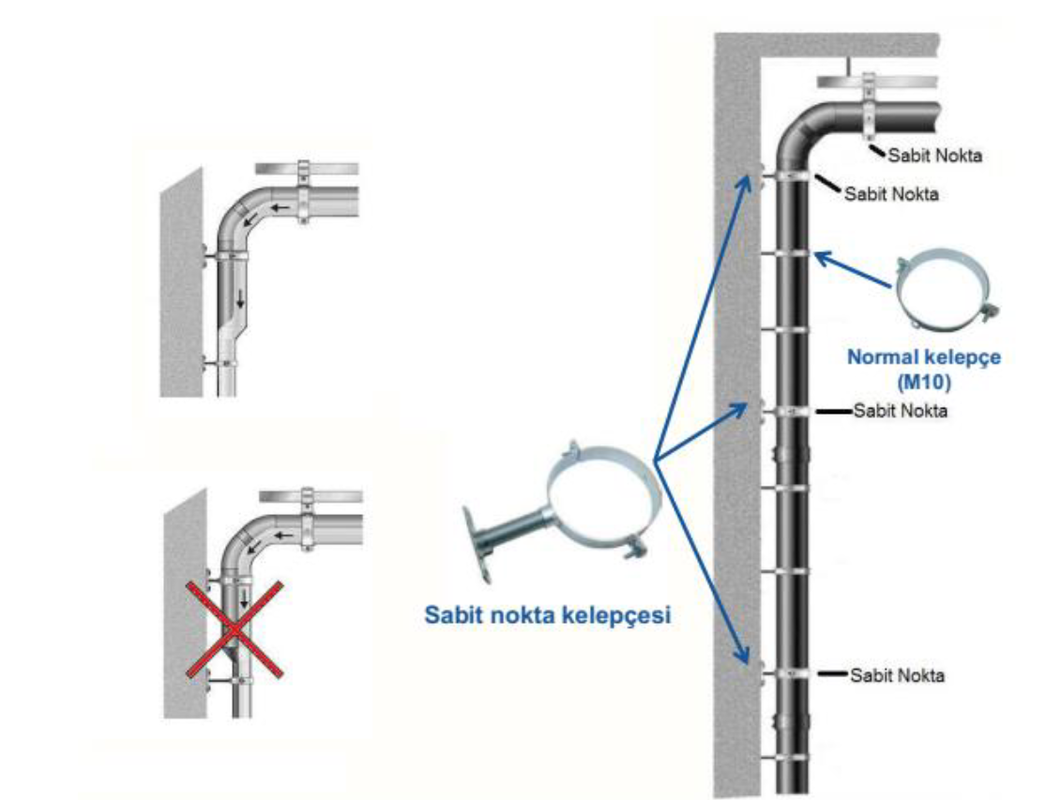
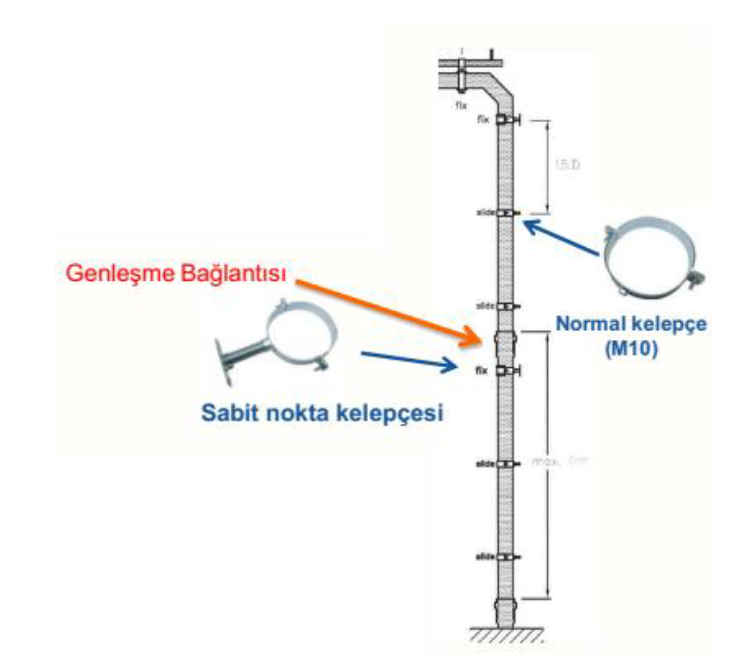
Dikey kelepçelerde 6m’de bir genleşme bağlantısı yapılacaktır. Genleşme soketinin hemen altına mutlaka boru sabitleyici ekleyerek sabit kelepçeleme uygulanacaktır.
Sabit nokta kelepçeleri çapa göre montaj plakası ile birlikte ½” veya 1” boru ile bağlanacaktır. Bağlantı aralıkları aşağıdaki gibidir;
DN40-160 arası ½”
DN200-315 arası 1”
Sabit nokta kelepçeleri çapa göre montaj plakası ile birlikte ½” veya 1” boru ile bağlanacaktır. Bağlantı aralıkları aşağıdaki gibidir;
DN40-160 arası ½”
DN200-315 arası 1”
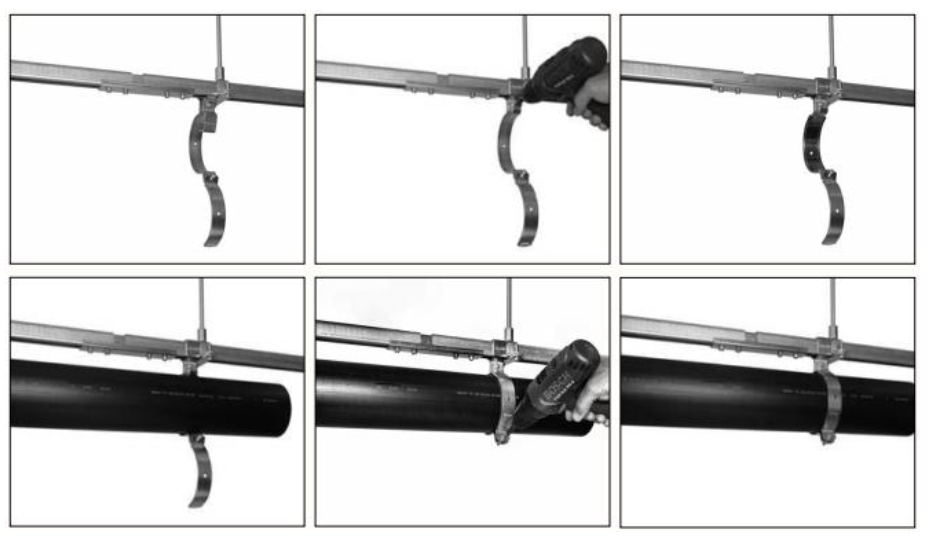
Genleşme bağlantısı yerleşim detayı aşağıdaki resimde gösterildiği gibi olacaktır.
Adım adım boru montajı aşağıdaki gibidir.
2.2 Elektrofüzyon Kaynağı
Sifonik sistemde borular alın kaynak ve elektrofüzyon kaynak yöntemi ile birleştirilecektir.
Kaynak işlemi aşağıdaki adımlar takip edilerek yapılacaktır.
• Elektrofüzyon kaynağı ile boru birleştirmelerinde borular önce dik açıyla kesilir.
• Elektrofüzyon kaynak yapılacak yer düzgün temizlenir.
• Borunun, manşonun içinde kalacak bölge tıraşlandıktan sonra saf alkol yardımıyla pamuk ve tüy bırakmayacak bir bez ile silinip yüzeyden olası tüm kir ve yağ tamamen temizlenir.
• Borunun üzerinde ek parça yerleşecek yer işaretlenir ve aynı prosedür kaynatılacak boru/fitting için uygulanır.
• Arkasından iki boru/fitting manşonun içine yerleştirilir.
• Elektrofüzyon kaynak makinası uçları manşonun 2 soketine yerleştirildikten sonra makine çalıştırılarak kaynak başlatılmış olur.
• Kaynak bittikten sonra malzeme hareket ettirilmeden soğuması için bir süre daha bekenir ve böylede kaynak işlemi tamamlamış olur.
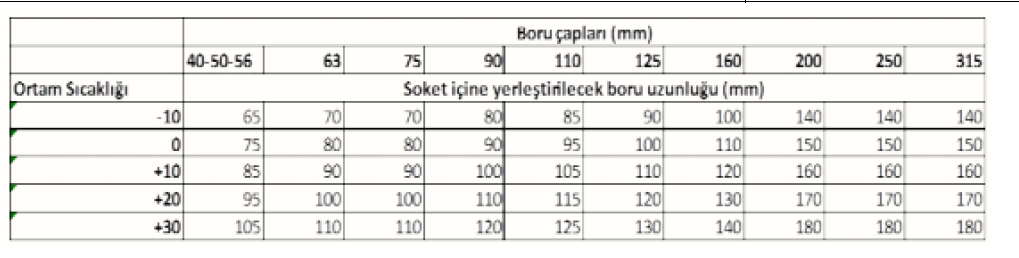
• Kaynak esnasında ortam sıcaklığının 5ᵒC’nin altında olmamasına dikkat edilir.
Kaynak işlemi aşağıdaki adımlar takip edilerek yapılacaktır.
• Elektrofüzyon kaynağı ile boru birleştirmelerinde borular önce dik açıyla kesilir.
• Elektrofüzyon kaynak yapılacak yer düzgün temizlenir.
• Borunun, manşonun içinde kalacak bölge tıraşlandıktan sonra saf alkol yardımıyla pamuk ve tüy bırakmayacak bir bez ile silinip yüzeyden olası tüm kir ve yağ tamamen temizlenir.
• Borunun üzerinde ek parça yerleşecek yer işaretlenir ve aynı prosedür kaynatılacak boru/fitting için uygulanır.
• Arkasından iki boru/fitting manşonun içine yerleştirilir.
• Elektrofüzyon kaynak makinası uçları manşonun 2 soketine yerleştirildikten sonra makine çalıştırılarak kaynak başlatılmış olur.
• Kaynak bittikten sonra malzeme hareket ettirilmeden soğuması için bir süre daha bekenir ve böylede kaynak işlemi tamamlamış olur.
• Kaynak esnasında ortam sıcaklığının 5ᵒC’nin altında olmamasına dikkat edilir.
2.3. Test
Hat en üst kottan en alt kota kadar su ile doldurulur ve 2 saat süresince sızma olmaması beklenir.